
チタンの陽極酸化で前処理エッチング、スマット除去をする方法
チタンの陽極酸化を自宅でDIYする方法について記事を書いてきましたが、陽極酸化を成功させる上でとても重要な要素が前処理です。
前処理でしっかりとチタンを処理してあげないと、特に高電圧では綺麗に発色しません。
チタン合金か純チタンか、純チタンの中でもどのグレードか、によっても前処理の影響度が変わります。
今回はこのチタンの陽極酸化の前処理であるエッチングとスマット除去の方法についてご紹介します。
チタンの種類について
チタンといっても世の中で使用されているチタンはいくつも種類があります。
工業用純チタン
まずは純チタンです。
工業用に使用されるチタンでチタンの純度がとても高いものをこのように呼んでいるようです。
この工業用純チタンも4種類の規格として存在し、それぞれ特徴が違うようです。
DMM.makeで「チタン」を3Dプリントすることができますが、それはこの工業用純チタンで、その中でも2種に該当します。

チタン合金
チタンに他の金属を混ぜたものです。
その金属の組成によって5種類のパターンがあるようです。
DMM.makeでは64チタンと呼ばれるチタン合金を3Dプリントすることが可能です。

私はチタンのアクセサリーを作成するときはDMM.makeの「チタン」を利用しています。出来上がりは表面がかなりざらざらしていますが、自分で研磨することで鏡面光沢にすることもできます。

おそらくチタンを切り出してアクセサリーを作る方法もあると思いますが、いずれにしても使用する材質によって陽極酸化の難易度や色調も変わってきますのでお使いのチタンの材質は事前に確認してみてください。
チタンの材質についてはこちらのサイトがうまくまとまっていると思います。

エッチング、スマット除去をしなかったらどうなるのか
具体的なやり方に移る前になぜエッチングやスマット除去が必要なのかを確認しておきたいと思います。
なぜこのようなことが必要かというとそれはこれをやらないと「綺麗に発色しないから」です。
正確にいうと、「高電圧で綺麗に発色しないから」です。
50Vくらいまではエッチング等を行わなくても綺麗に発色します。(50V前後では黄色、30V前後で青)
ですが、50Vを超えた部分では灰色がかった黄色系の色にしかなりません。おおよそ70V前後でピンクや紫、90V前後は青紫、100V前後では緑になるのですが、これらのとても鮮やかな色を出そうとするとこのエッチングとスマット除去がとても重要です。

ただし、これもチタンの材質によっても変わってきて、TC-4チタンという合金ではエッチング等がなくても綺麗に発色します。

もし、お使いのチタンが純チタンでないのであればそれほど神経質にならなくても良いかもしれません。
スマット除去をしなかったらどうなるのか
ここまでスマット除去という言葉が何回か出てきていますが、スマットというのはエッチングした時に発生しる細かい黒い粉です。
エッチングするとチタンが溶け出すのですが、エッチングしたことによってその中に含まれる少量の不純物が溶けずに残ったり、溶けたチタンが再析出してこのような黒い粉になるそうです。
この黒い粉が残ったまま陽極酸化すると色は出ますが、全体的に黒っぽい仕上がりになってしまいます。
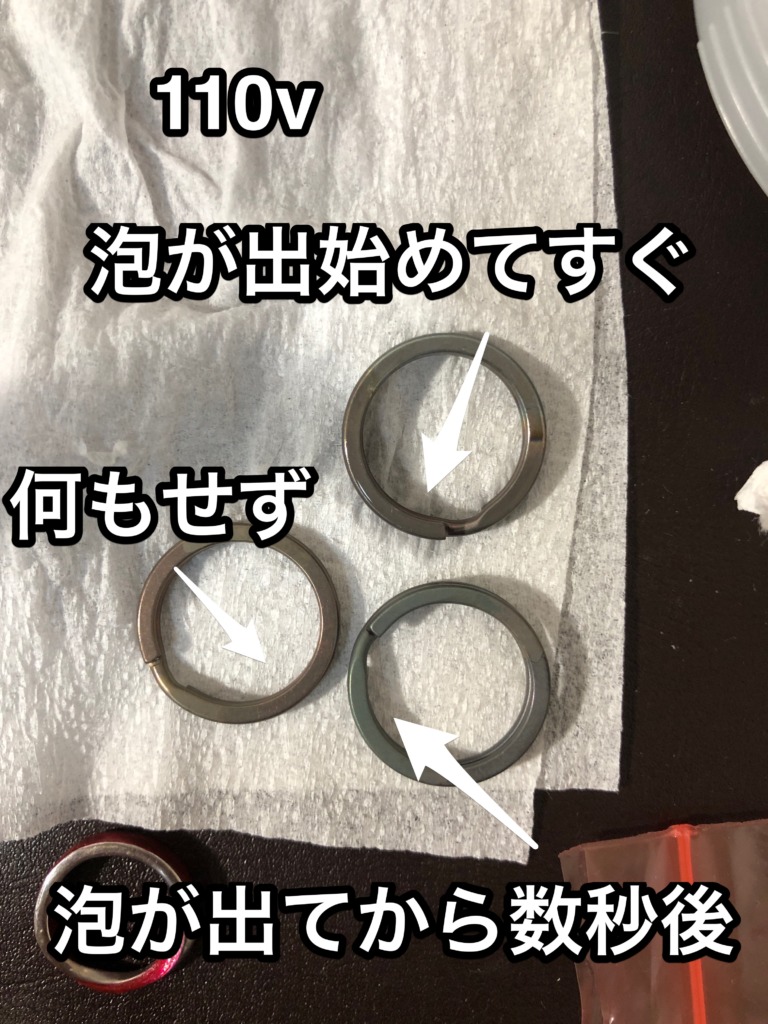
こちらの写真の左下がエッチングをせずに110Vかけたものです。110Vだと通常は緑色になりますが、これは緑色になっていませんし、全体的に黒いです。
右下は十分にエッチングしてから110Vかけたものです。緑色っぽい色が出ているのですが、全体的に黒っぽいですね。
これはエッチングの際に発生したスマットを除去してないためです。
ですのでエッチングしたあとはスマット除去をしないと綺麗に陽極酸化ができません。
エッチングの方法
それでは具体的なやり方を解説していきます。まずはエッチングです。
準備するもの


やり方
この1分でキラリを樹脂の容器に適量入れて、そこにチタンを入れるだけです。
容器は金属のものを使うと反応して腐食していってしまうので樹脂のものにしましょう。
私はどこのスーパーでも売っているジップロックの容器を使っています。
チタンの表面加工にもよりますが、1分から2分ほど経つと泡が発生します。
これは酸性下でのフッ素によりチタンが溶け、水素が発生しています。
より詳しいやり方や反応式は以下の式でも書いておりますのでぜひ合わせてご覧ください。
陽極酸化のやり直しなどの場合は表面の色がなくなるまでつけておけば良いです。
通常の材料をエッチングする場合は泡が出始めてから5秒ほどしたら水に移しましょう。
スマット除去の方法
準備するもの

やり方
スマットを除去する場合はオキシドールを使います。
私はオキシドールと1分でキラリを50mlずつ混ぜて先程のジップロックの容器の中に入れて使用しています。
GIFなのでわかりにくいかもしれませんが、変化の様子をご覧ください。

2種類のリングをオキシドールと1分でキラリの混合液の中に入れていますが、右側はエッチング後のスマットがついた状態のものを入れています。
おおよそ30倍速ほどにしていますが、10分ほどで黒いスマットがなくなって白くなっているのがわかるでしょうか。


オキシドールというのは過酸化水素が入っていますが、この過酸化水素はチタンと錯体を作り、液中に溶けたチタンが溶けた状態で安定します。
1分でキラリに含まれるフッ化物がチタンを溶かし、溶けたチタンが過酸化水素と反応して溶けたままになるので再析出せず、スマットが出てこないという仕組みのようです。
この過酸化水素とチタンの反応については参考文献に詳しい反応が載っていますので気になる方はご覧ください。
どうせチタンを溶かすならいきなりこの「オキシドール+1分でキラリ」の混合液に入れればいいんじゃない?と思われるかもしれませんが、チタンが溶けるスピードが違うようです。
そのため初めに1分でキラリのみでエッチングした方が効率は良さそうです。
以上のようにエッチングとスマット除去を行うと前での純チタンのリングはこのような色になります。

リングを半分だけ溶液につけて陽極酸化を行なったので界面付近があまり綺麗に酸化されていませんが、高電圧の色である緑もしっかりと発色しています。
以上です。
チタンの陽極酸化を行おうとしている方はこれらの前処理を確実に行なった方がムラなく、綺麗に陽極酸化ができると思います。
陽極酸化の方法についてはこちらの記事にまとめていますのでぜひ合わせてご覧ください。



もっと濃度が濃い薬品
今回ご紹介した薬品は量も少なく、値段も安いので簡単に試したい方にはおすすめですが、もっと濃度が高い薬品の方がやりやすかったりします。
こちらの記事でまとめましたので併せてご覧いただけると嬉しいです。
